

发布时间:2022-04-15 17:16
内容来源:井下作业工程公司
【字体:大 中 小】
套铣是用以清除井下管柱与套管(井壁)之间的各种物体的工艺方法。可以套铣环空间的水泥、水垢、坚硬的沉沙、封隔器胶皮或锚牙、管柱被卡小件落伍等,工具主要有套铣筒和套铣鞋等。
1.套铣筒的结构及分类
2.套铣筒的分类
套铣筒按其形状结构分为以下几类:
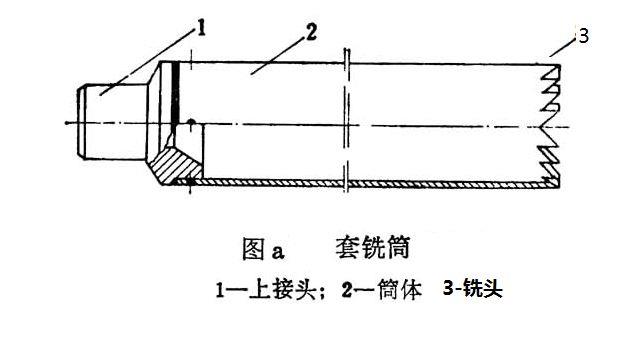
a)冲洗型套铣

由上接头与筒体焊接而成,其底部在管体本身切割成铣齿,并可在底部加焊切割合金。由于只起冲铣作用,故多用薄壁无缝钢管制作,以保证有较大的内通径及较小的外径。它主要用以冲洗盐结晶卡钻、地层出砂卡钻、压裂形成的沉砂砂卡等不需要旋转的冲洗作业。
b)分离型套铣筒
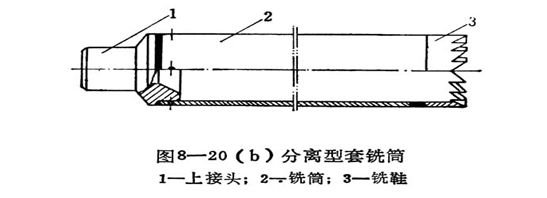
由上接头、筒体两部分焊接组成。在筒体下端有与套铣鞋连接的丝扣。分离型套铣若选用薄壁无缝钢管时,其丝扣按地质岩心管规范加工。
C)整体型套铣筒
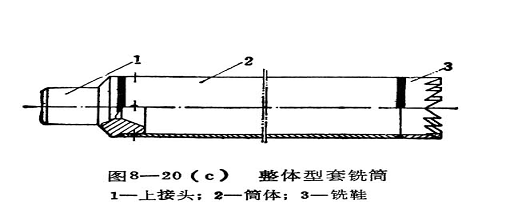
由上接头、筒体、套铣鞋三者焊接而成,这种套铣筒多用于套铣水泥、硬结砂、井下工具及某些硬度较高的材料等,因而需用强度较大的壁厚无缝钢管或高强度钻杆制作。
d) 套铣管专用工具-套铣管提升帽(也叫提升护丝)

套铣管提升帽作用:一是将套铣管提到钻台上,二是用吊卡提升套铣管,它是由本体和提环组成的。本体上车有相应的套铣管外螺纹,,其外径要比相应尺寸的套铣管大30MM左右,其目的就是挂吊卡用。有的油田使用套铣管提升短节,其作用也是相同的。
套铣液
套铣液定义:为修井套铣注入井筒的液体。它应具备以下特性:
-
平衡井下压力。
-
对地层损害最小。
-
从井眼清洗诸如钻屑,砂子这样的可运移固相。并把它们带到地面。
-
以最小的固相沉淀控制失水。
-
控制粘度或保证具有适当携带能力必需的物理特性。
-
稳定、无毒、不腐蚀、抗菌。
-
形成使井下工具易于作业的溶液。
-
对可溶盐、矿物、水泥等污染物不敏感。
-
除气容易。
在选择套铣液时要作综台考虑。平衡地层压力是最重要的作用。减少地层损害是必须要考虑的因素,但要这些液体是修井用液体。因此,在各种条件下都应有效。控制井下压力的要求是显而易见的。然而,这在设计液体时可能会产生问题。
如果地层压力不是太高,就可以使用普通盐水的溶液密度的液体。如果地层压力高于油田盐水密度,就要配制高密度盐水,但又受到成本及是否有这种盐水的限制;如果地层压力低于水或油的压力梯度,就必须加桥堵剂或降失水剂封堵枯竭层。
水基套铣液
水基套铣液就是以水基作为外向或组成的液体。这种水基套铣液包括清水和盐水。
水基套铣液可以分成三种类型:常规钻井泥浆,纯盐水,专门设计的聚合物体系(该套铣液不常用)。
1.常规钻井泥浆:钻井结束后现场直接拉用现成泥浆做为套铣液。
钻井泥浆有几十优点:易于得到;要求处理少;价格不高。所有这些优点使常规泥浆成为引人注目的泥浆,特别是对完井液来说更引人注目。然而,这也可能是非常昂贵的,易于出问题的泥浆。在大部分场合,使用现有的钻井泥浆作完井液或储存的钻井液作修井液证明是极其有害的,因为这些泥浆:含有可压缩固相和不可压缩固相;可以引起地层粘土和泥砂的水化和运移;可以引起永久性损害。
大多数水基修井液依靠粘土增加粘度、悬浮加重剂、控制失水。这种类型的固相是可压缩性强的非常有害的固相。此外,水基钻井液还含有高百分含量的维细钻井固相和不可压缩的加重材料。滤液通常是清水,含盐非静至的盐水。这就可能引起地层中粘土和泥砂的膨胀和运移。由于滤液是清水,并且常含有象磺化术质素等处理剂。所以,就有可能出现水堵或乳化堵塞。
任意一种或所有这些因素结合起来就能引起严重的永久性损害。要是没有切实可行的方法防止这些类型的损害,就会导致产量大幅度降低。水基钻井液在所有的完井和修井液中是不太理想的。在选用水基液体之前应对各方面避行周密的考虑
2.盐水是真正的盐溶液,只含有可溶性盐或复合可溶性盐和水。
组成液体的盐是氯化钠、溴化钠、氯化钾、氯化钙、溴化钙、溴化锌和上述盐的复台物。每种盐都是可溶的,当盐溶解时形成纯净液体。盐溶液是稳定的,在盐水中每种盐都不和其它盐起反应。

盐水的优点:无周相、密度范围宽、抑制性、工作介质良好。
配制得好的盐水是无固相的,密度只与溶解的盐有关。盐水密度大于 1.08g /cm;就会全抑制地层粘土一防止其膨胀。相对低的粘度和无固相形成了良好的工作介质,特别是在井径规则的井中。
盐水的缺点:盐水也有一些潜在的问题,特别在使用高密度盐水时。需要进行周密的考虑。存在的问题:大量液体有可能漏入地层; 携带能力受限制制; 受温度影响;吸水。
完井和修井液的主要作用是减少地层损害和增加石油天然气产量。如前面所讨论的,有许多液体可以满足这一要求。然而,套铣液成功的关键不仅仅是选择无损害的液体,而且要为进行的作业选择具有良好作业条件的液体。工作要求—般稳定在选择一种或两种体系。一旦作出选择,全井从开始到结束都要进行捡查。有关人员必须明白其作业要求,要达到什么目的,希望液体起什么作用,最重要的是要知道怎样维护液体。
施工方法步骤要求
1.施工准备
-
按《大修设备配套标准》配套。
-
符合井筒要求的套铣头、套铣筒、配合接头,钻具。
2.施工程序
-
检查钻具、套铣头及套铣筒,涂抹丝扣密封脂。
-
下套铣管柱速度控制在0.3m/s,严禁顿钻溜钻。
3.套铣操作
-
计算方入,缓慢下放控制下放速度为0.2-0.3m/s,(在通过射孔段时下放速度为0.1m/s),加压15-30KN探遇阻深度。
-
卸方入根,接管线,系保险绳,接方入根,对管线试压20Mpa,合格后开泵循环至油套畅通,泵压稳定,开始缓慢下放距鱼头0.2m,反循环冲洗鱼头清理鱼头上部堆积物。
-
卸方入根,接方钻杆、系保险绳,对管线试压20Mpa,开泵循环至油套畅通,泵压稳定,开始缓慢下放,仔细观察指重表的变化,套铣时不断上下活动管柱,不断调整钻压,根据不同钻压的套铣速度,找出一定排量下的最佳钻速(在套铣时,Ø139mm套管水泥车排量不得小于0.5m3/min,Ø177mm套管水泥车排量不得小于0.8 m3/min)
-
准确丈量方入,具体参数视现场施工的效果而定.
-
套铣过程中,要保持入井液清洁,在循环池出口加40目过滤网,以观察返出物,根据返出物判断井下套铣效果。
-
套铣结束,排量不小于0.5m3/min循环洗井1-2周,清洗落鱼,并上提下放无遇阻为止,使套铣碎屑返出地面。
-
起钻后检查套铣筒、套铣头,根据磨痕判断井下情况,再定下步具体措施。
4 .质量、安全环保要求
-
证实套铣部位上部的套管畅通无变形。
-
套铣头和套铣筒焊接牢固。
-
套铣时不得停泵,若有意外情况将套铣筒起出射孔段以上,并活动钻具以防卡钻。
-
仔细观察扭矩表,以防扭断套铣筒。